A.Raw material:
800 Type Oscillation winder line 

- Technical performance:
The whole is welded with high-quality steel plates to ensure quality and long-term use without deformation. The rewinding speed is controlled by the tension swing rod, and the tension is kept constant during the winding process; the wire winding adopts linear guide rails and ball screws to drive the wire winding wheel to move back and forth.The production line includes: 1 decoiler (the barrel diameter is changed from 205mm to 280mm); 2. speed-adjustable tension machine ; 3. 800 type precision strip oscillation winder machine. All equipment are equipped with guardrails.- Used for rewinding 500kg stainless steel stripcoils.
- The winding adopts servo controller, programmable controller, module, and adopts Delta brand.
Rewinding materials:(1) Grade: SS AISI Austenite 300 and 400 series.(2) Material state: Stainless steel strip coil, cold rolled, full hard and super hard and tempered.(3) Material surface: dry, slightly oily(4) Tensile strength: 650 – 1200 N/MM²(5) Yield strength: 200 – 1200 N/MM² (200 calculated minimum specification 0.05mm*3mm tension 30N)(6) Material thickness: 0.2 to 1.5 mm(7) Material width: minimum 4 mm – maximum 30 mm(8) Winding pitch: 1 MM to 2.5 MM.- Working environment requirements:
- Ambient temperature is not higher than 40℃;
- Voltage and fluctuation: Motor = AC 380V ± 10% x 50Hz ± 3% 3 phases.
Electrical control = AC 220 V ± 10% x 50Hz ± 3% 3 phasesSolenoid valve = 24V DC- Hydraulic: = 80Kg/ cm²
B.Technical Parameters:Active Decoiler
| No. | Name | Specifications, parameters and indicators |
| 1 | Plate format: | Expansion and contraction mandrel |
| 2 | Spindle:(mm) | ID range:φ280-φ406 MMIF Cylinder diameter 205mm affects load-bearing capacity (500 kg) |
| 3 | Mandrel center height | 700mm |
| 4 | Max bearing weight | 500kg |
| 5 | Power | 4.5kw variable frequency brake motor |
| 6 | Speed | 150m/min。 |
- 800 Type Oscillation winder
| No. | Name | Specifications, parameters and indicators |
| 1 | Spool format: | Expansion and contraction mandrel with inner and outer stop plates; the outer stop plate is open-door type. |
| 2 | Size:(mm) | Maximum winding OD: 800Inner winding core ID: φ280Matching 305 and 406 diameter increasing sleeves |
| 3 | Mandrel center height | 700mm |
| 4 | Max bearing weight | 500kg |
| 5 | Oscillation power | 7.5kw Frequency conversion brake motor |
| 6 | Oscillation rail | Yintai 45 Linear Guide (PMI) |
| 7 | Tension range | 200N (tension accuracy ±20%) |
| 8 | operation method | 10-inch touch screen and button operation |
| 9 | Speed | 400m/min,(Winding pitch 1-2.5mm) |
| 10 | Metering Accuracy | <3‰ |
| 11 | Maximum distance of cable oscillation | 600mm |
The 800 oscillation winder machine includes: a fixed chassis, a mobile chassis, a wire arrangement mechanism, a transmission part, a wire drum expansion and contraction part, a wire pressing part, a speed control tension part, and an electric control cabinet.Chassis and mobile chassis: Made of high-quality steel, welded by CO2 gas shielded welding, and then processed after aging treatment, the performance of the whole machine after assembly is stable and reliable.The wire arrangement mechanism uses linear guides and ball screws to ensure the accuracy of wire arrangement. A servo motor is installed at one end to drive the wire arrangement guide wheel through the ball screw to perform reciprocating wire arrangement. The wire arrangement guide wheel is a width-adjustable guide wheel with an adjustment range of 2-18mm.Transmission part The power is transmitted from the output of the 22kw variable frequency motor to the reducer, and the reducer is transmitted to the spindle. Finally, the coupling disk at the front end of the spindle drives the wire reel to rotate.The expansion and contraction part of the wire drum is divided into 4 plates as a whole. The expansion and contraction adopts a connecting rod mechanism to expand and contract, and the expansion and contraction of the expansion and contraction part is controlled by the oil cylinder.The wire pressing part uses a ball screw PU guide wheel to pass the wire. When collecting the cake material, the swing arm is located at the top, and a fixed adjustable guide wheel is used to arrange the wire.The speed control tension part is located in the direction of winding and feeding the belt. The speed is adjusted by the loop guide wheel. The potentiometer behind the swing rod outputs a signal to feedback the winding motor for speed adjustment.The unwinder, speed control tension frame, and guardrails are set before winding to prevent wire breakage and injury.Electrical partThe servo driver and PLC method are used to realize the stepless speed regulation of the main drive servo motor and the speed regulation of the wire arrangement servo moto
r.Electric equipment configuration:| Name | Manufacturer |
| Servo controller | Delta |
| Programmable Controller PLC | Delta |
| Human-machine interface (touch LCD screen) | Delta |
| Servo Motor | Delta |
| Reducer | joint venture Bradn |
| Encoder | Omron |
| Switch | Schneider/Chint |
| cylinder | AirTac |
| Hydraulic Cylinder | Dongfeng |
- D. Control method:
- The strip Oscillation winding is processed by PLC to collect the encoder signal of the servo wire taking-up motor, so that the wire arrangement mechanism is synchronized with the wire taking-up.
- The speed of the strip winding is collected by driving the photoelectric encoder through the wire wheel to feedback to the PLC, so as to achieve the accuracy of the meter and stripspeed.
E.Strip oscillatin windering technology:After years of careful research, development, practice and summary by our company, an effective oscillatin windering method has been developed to effectively solve the problem of wire advance or lag caused by strip stacking and reversing during the oscillatin windering process, and the current position of the wire arrangement is displayed in real time to ensure the flatness of oscillatin windering .
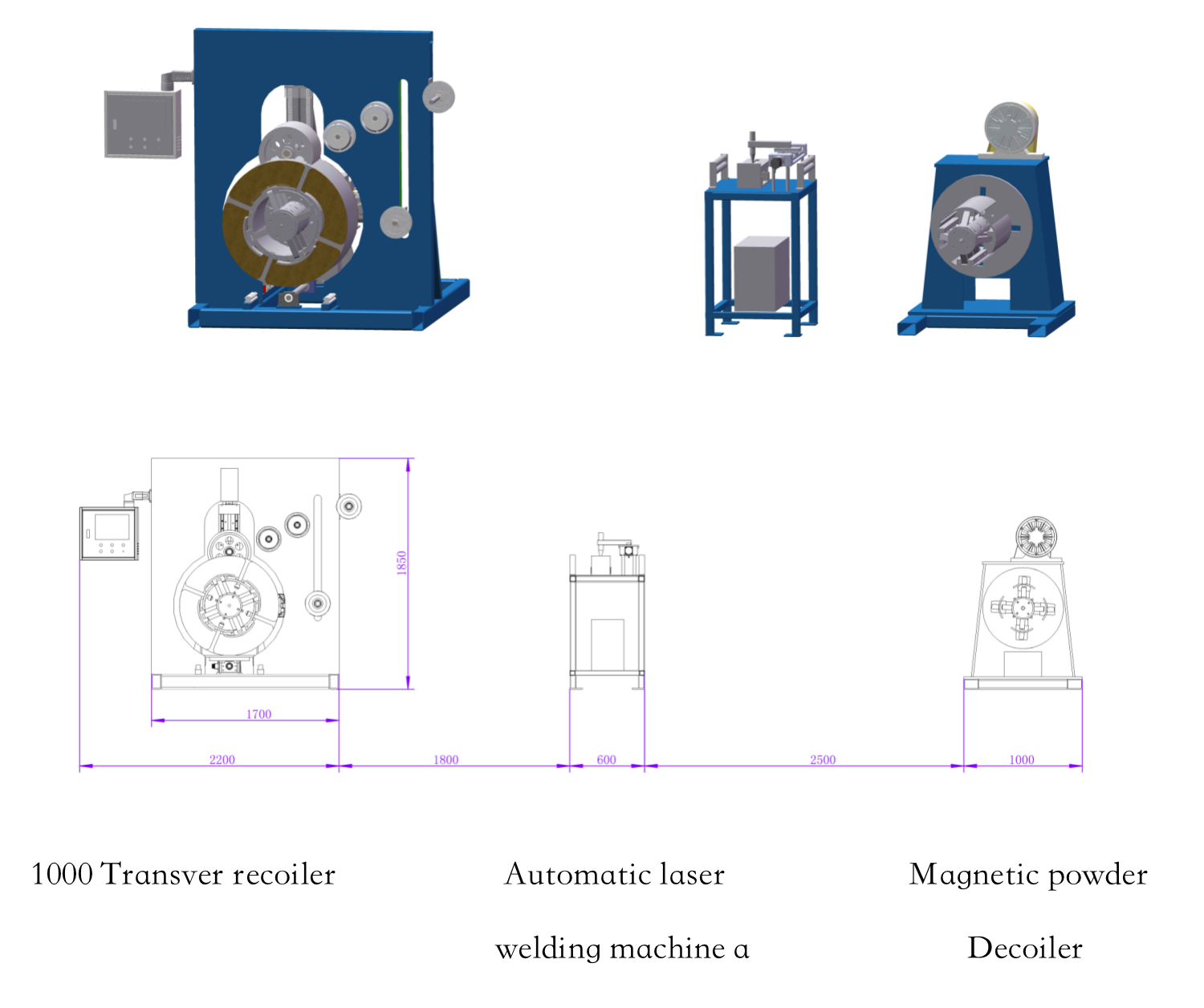
- Schematic diagram of the appearance of a single machine:
1000 Transver recoiler Mnaual laser Magnetic powderwelding platform trolley Decoiler