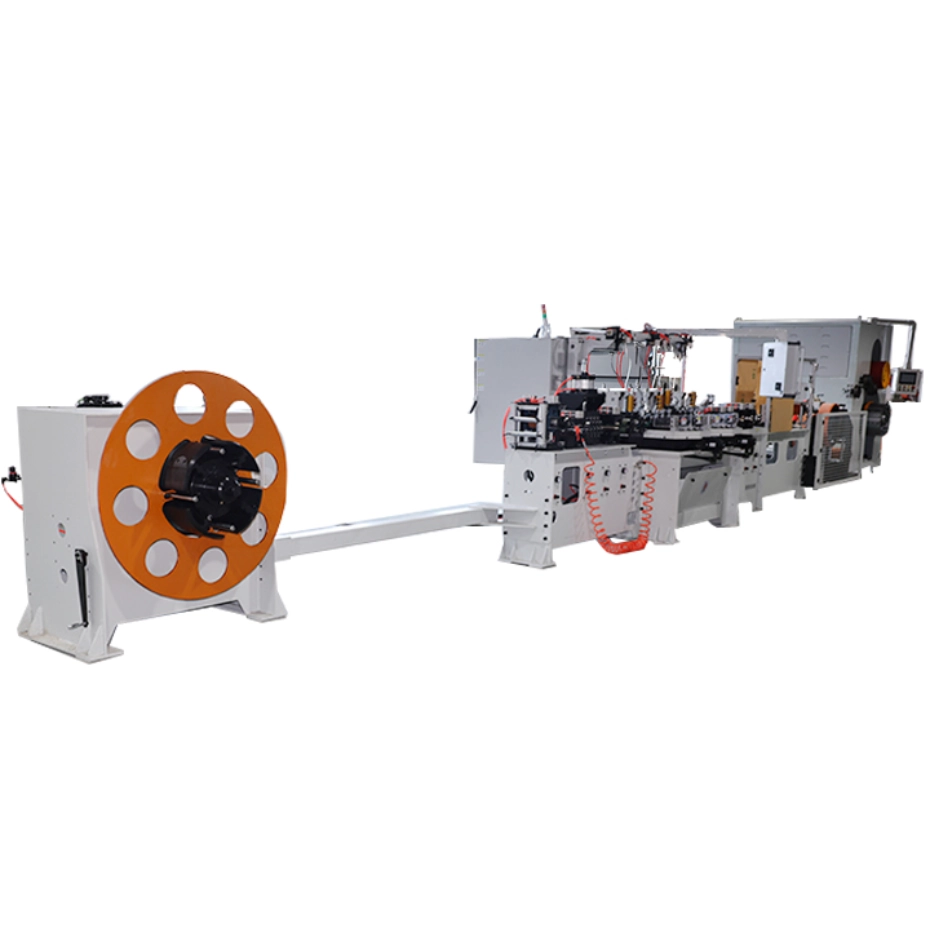
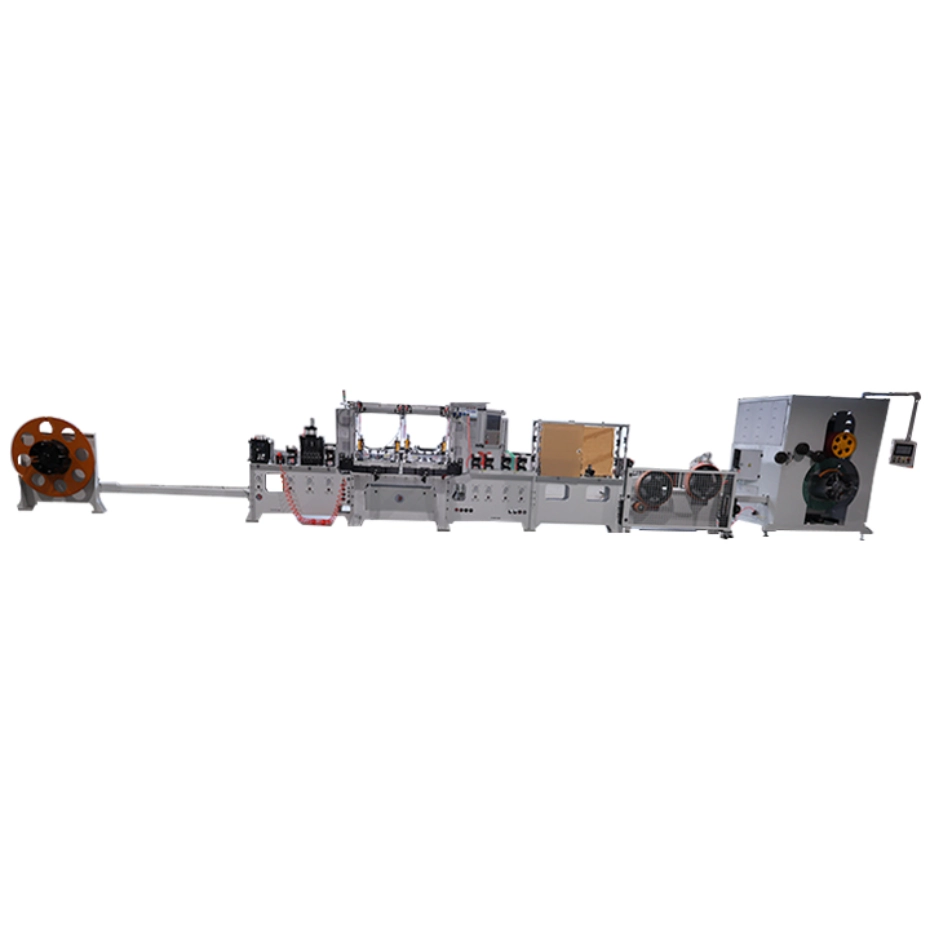
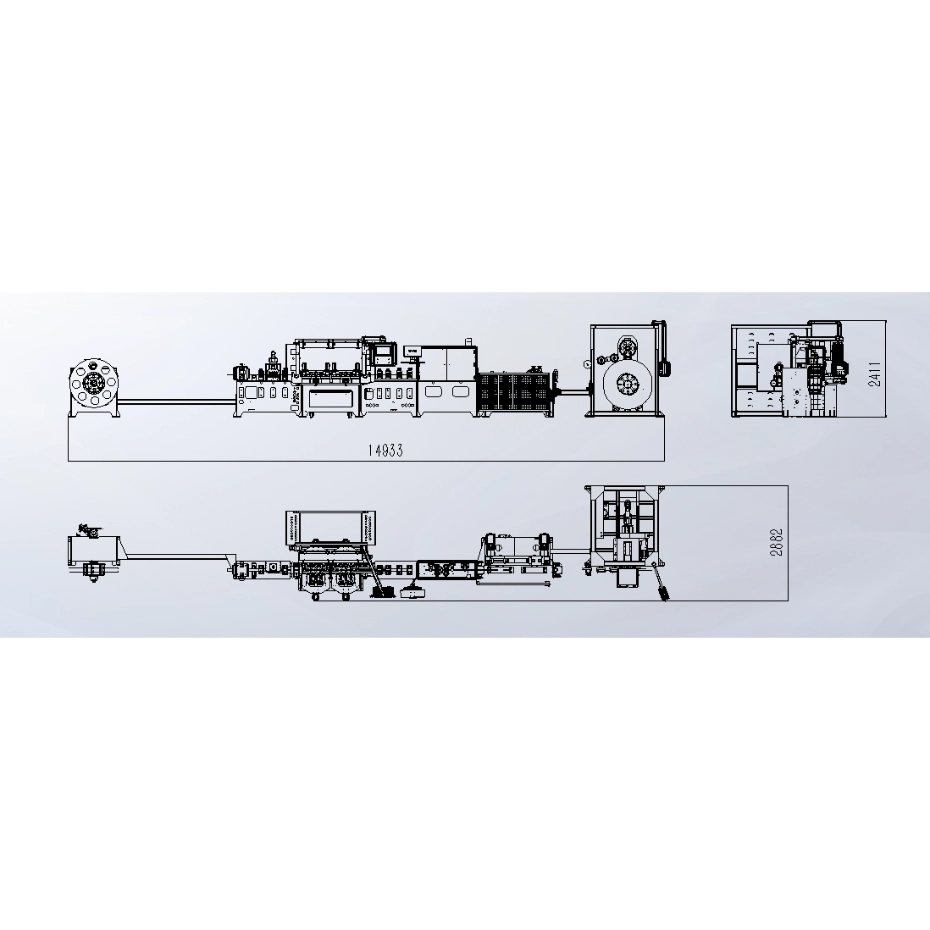
two-group automatic modular steel strip edge trimming machine line-with oscillating winder
- High-Precision Trimming Performance
- CE & ISO International Standards
- Global On-site Installation Support
- Comprehensive Operator Training Programs
- 2-Year Full Machine Warranty
The modulars configuration components of the whole machine
- 800 type transversal/Oscillating winder
- Strip tension S-roller adjustment system
-
Keyence width gauge
- single channel eddy current online detection mechanism for strip
- Strip belt cleaning module
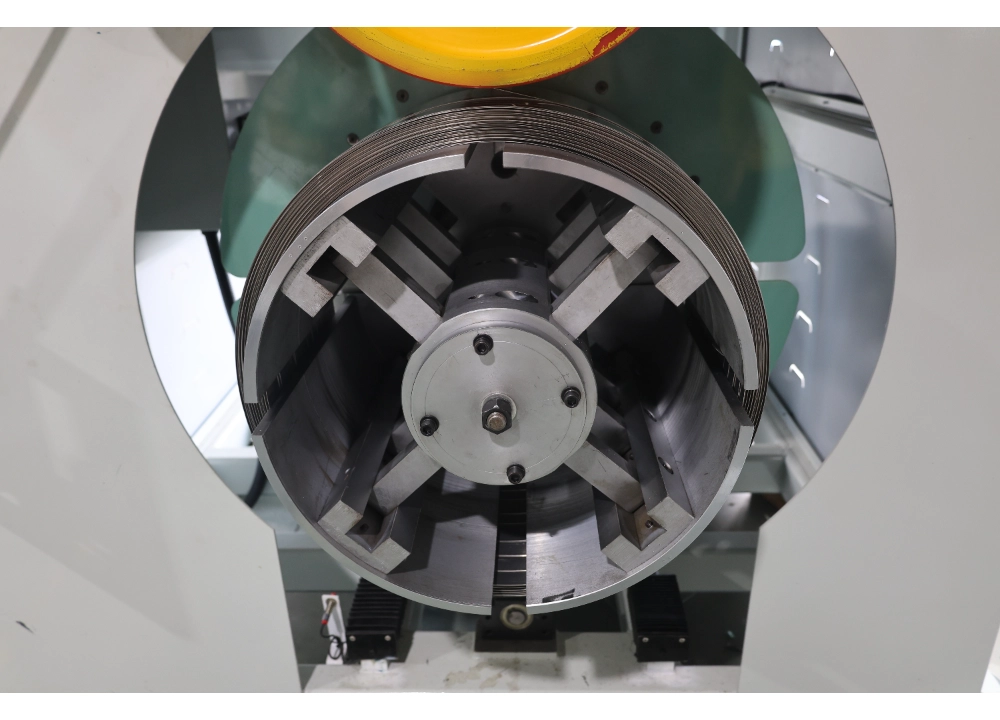
- Metal strip automatic trimming mechanism – 2 sets of modulars
- strip cleaning measurement feedback module
- Plane guide pre- leveling module – B
- Decoiler mechanism
- AK-2 control system
- 2.0 Intelligent strip trimming control system
Description
two-group automatic modular steel strip edge trimming machine line-with oscillating winder
Equipment manufacturin process and parameters:
Strip material: carbon steel,Hi Carbon steel , stainless steel and so on
Daccording to DIN EN 10088-2, According to ASTM B424
Tensile strength: 500-1000-1600N/mm²
Strip width: 8 – 40mm
Strip Thickness: 0.15 – 2.0mm
Running speed: 0 – 150m/min adjustable (no load), the strip trimming speed depends on the material properties and trimming edge effect requirements.
Electrical specifications: 380V, 50Hz, DS
Control voltage: 220V, 50Hz,
Solenoid valve: 24V-GS
Operating direction: no later than 45 days , the Buyer must provide the information of the direction of the line
Operating height: 1100mm
Machine Color: 7035 Outdoor Wrinkle Industrial White
Cooling method: Gas or liquid cooling (360° adjustable nozzle).
ID and OD for decoiler and recoiler : size: inner diameter 500MM, maximum outer diameter 1220MM.
Trimming knives: Each set can be equipped with 3 or 6 trimming knives, and up to 12 trimming knives can be installed.
Scrap collection: Equipped with a drawer-type waste collection box, the height and length are increased to increase the storage capacity, and lockable universal wheels are installed at the bottom, so it can be towed directly from the rear.
Trimming Knives: Trimming tool adopts general carbide blade and round-edge customized carbide blade, and the trimming method is gradual feed.
Trimming shape: Deburring, chamfering, flat end face or rounding, special-shaped edge of steel strip edge.
Noice of normal trimming condition : Less than 80D.but when there is a fault Occasionally ,the noice maybe is a litter bigger than 80D, ,it is not Continuous.
consumption of Power :The total power of the servo motor of the equipment is about 50KW, and the power of the servo motor running during trimming is about 43KW
Comsuption of air (only use air as cooling) : the minimum power of the air compressor is 22KW, if just use air as cooling.
Comsuption of air and water (when use water as as cooling) :the power of the compressor is 7.5KW,and The volume of the coolant is about 145L. The water level will gradually drop according to the processing volume and usage time. When it reaches the warning position, an alarm will be sounded, and then appropriate coolant needs to be added.
Control system Version for Touch screen: Chinese and English bilingual control system.
Other matters: Party B may make changes to the brand and structure of the above equipment accessories according to design and technical requirements and market product supply.
2.800 type Oscillating transversal rewinding machine:
800 dynamic plate precision Traversing recoiler Technology
- Technical performance:
1.The whole is welded with high-quality steel plates to ensure quality and long-term use without deformation. The winding speed is controlled by the tension wheel, and the tension is kept constant during the winding process; the coiling is driven by the linear guide and the ball screw to drive the winding system to move forward and backward to arrange the strips, ensuring that the wire is in a straight line during the overall rewinding process without damaging the strips.
- 2 Used for rewinding 800 stripcoils;
- Wire specifications: width: 9–30mm; thickness 1.5-2.0mm or less;
- There is no overlap during the material collection process;
- The traction machine line speed is 0-150m tracking and adjustable, and the stripstake-up machine automatically tracks the traction machine speed to keep the tension constant. The electric control cabinet has a reserved interface, and other processes can be configured during the rewinding process.
- The servo controller, programmable controller, and module are of Delta brand;
- The 800 winder can be operated with the traction machine or separately.
Working environment requirements:
- Ambient temperature is not higher than 40℃;
- Voltage and fluctuation: 380V±10%;
- Frequency: 50Hz±2%;
- Technical parameters and instructions:
800 traversing rewinding machine
No | Name | Specifications, parameters and indicators |
1 | Traversing recoiler | Expanding and shrinking mandrel, outer paper tube winding |
2 | Applicable specifications:(mm) | Maximum winding diameter: φ1220 Strip Inner diameter of strip wheel: φ500 Drum width: Maximum width 400 mm |
3 | Mandrel center height | 800 mm |
4 | Single bearing weight | 1000kg |
5 | Traversing rewinding powder | 15kw variable frequency motor with reducer (optional servo motor torque mode winding, torque adjustable) |
6 | Pay-off tension | 10kg magnetic powder damping pay-off |
7 | Traversing method | Servo motor ball screw cable (PMI) |
8 | Traversing rail | Yintai 45 Linear Guide (PMI) |
9 | Tension range | 200N(Tension accuracy ±20%) |
10 | Operation method | 10 Inch touch screen and button operation |
11 | Speed | 0-150m/min |
12 | Meter Accuracy | <3‰ |
13 |
Effective distance of cable traverse |
500mm |
The 800 traversing -rewinder machine includes: a fixed base frame, a mobile frame, a wire arrangement mechanism, a transmission part, a wire drum expansion and contraction part, a strips pressing part, and an electric control cabinet.
Base frame and mobile frame: Made of high-quality steel, welded by CO2 gas shielded welding, and processed after aging treatment. The mobile frame is installed on the linear guide rail on the low frame, and reciprocates through the ball screw connection transmission to complete the wire arrangement action, ensuring the stable and reliable performance of the whole machine after assembly.
Wire arrangement mechanism adopts PMI linear guide rails and ball screws to ensure the accuracy of strips arrangement. A servo motor is installed at one end to drive the mobile frame of the strip-receiving and strip-releasing machine to reciprocate wire arrangement through the ball screw.
Transmission part The power is transmitted from the output of the 15kw servo motor to the reducer, and the reducer is transmitted to the spindle. Finally, the coupling disk at the front end of the spindle drives the strips-receiving and wire-reducing reel to rotate.
Wire drum expansion and contraction part The whole is divided into 4 plates. In order to improve the expansion and contraction roundness, a slider mechanism is used for expansion and contraction. The expansion and contraction spindle sleeve adopts a detachable structure and is connected to the transmission spindle keyway bolt. The inner sleeve at the front end of the transmission main shaft expands and contracts, and the expansion and contraction of the expansion and contraction part is controlled by turning the handle.
Strip pressing part When the wire arrangement is used, the wire pressing part is at a high position. When the strip arrangement function is not used for winding, the strip passing speed regulating lifting frame is at a high position, the strip pressing wheel is pressed down to the specified position, and after winding to a certain number of layers, the wire pressing wheel rises a certain distance, and the touch screen displays the current strip pressing wheel position in real time. The distance between the strip pressing wheel shaft and the winding reel makes the wire taking-up positioning wheel and the winding reel at a suitable distance to ensure that the strips does not collapse, and the up and down adjustment is controlled by a stepper motor lead screw.
Wire passing wheel at the feeding end. The strips feeding guide wheel part is installed on the sliding table lifting as a whole, so that the strips feeding fixed wheel is as close to the strips reel as possible to ensure the quality of wire arrangement.
。
- Control method:
- The striparrangement collects the encoder signal of the servo stripstaking-up motor through the PLC to calculate, so that the strips arrangement mechanism keeps synchronization with the wire taking-up.
- The speed of the stripis collected by driving the photoelectric encoder through the strip wheel to feedback to the PLC to achieve the accuracy of the meter and wire speed.
- Strip traversing arrangement technology:
After years of careful research, development, practice and summary by our company, an effective wire arrangement method has been developed to effectively solve the problem of strip advance or lag caused by strip stacking and reversing during the wire arrangement process, and the current position of the strip arrangement is displayed in real time to ensure the flatness of the wire arrangement.
3.single channel eddy current online detection mechanism for strip:
- Introduction:
- The products are widely used in power, nuclear energy, aerospace, military industry, metallurgy, and machinery manufacturing. In recent years, the company has made continuous achievements and has taken the lead in launching multifunctional intelligent eddy current flaw detectors, multi-frequency multi-channel eddy current flaw detectors, dual-frequency dual-channel eddy current flaw detectors, pipe and rod automatic flaw detection systems, and aircraft wheel hub automatic flaw detection systems in China. The company and many colleges and research institutes have jointly developed high-speed flaw detectors and ultra-high-speed online eddy current flaw detectors that can reach 3,200 meters per minute, filling the domestic gap and effectively promoting the development of my country’s testing industry. The various series of eddy current flaw detectors produced by the company are well-known international and domestic brands. The products are exported to Germany, the United States, the Middle East, Japan, South Korea and other regions and are widely used in the domestic metal manufacturing industry.
- Working principle of eddy current flaw detector:
Eddy current testing (Eddy Current Testing) is one of many non-destructive testing (NDT) methods. It
applies the basic theory of “electromagnetism” as the basis for conductor detection.
Eddy current testing is to bring a conductor close to a probe with alternating current to establish an alternating magnetic field. This alternating magnetic field passes through the conductor and generates electromagnetic induction with it, establishing eddy currents in the conductor. The eddy currents in the probe conductor will also generate their own magnetic field. The effect of the eddy current magnetic field will also change the strength of the original magnetic field, thereby causing changes in voltage and impedance. Therefore, when defects appear in the conductor or the measured metal material changes, it will affect the intensity and distribution of the eddy current. The change in eddy current will cause changes in the voltage and impedance of the detection coil. Based on this change, the existence of defects in the conductor and the defects of the metal material can be indirectly known.
- Inspection object
Inspection product: carbon steel strip/stainless steel strip
Inspection speed: 150 meters/minute Inspection requirements: Surface cracks, other material fragments or air pockets in the thickness of the strip, the size of the defect is related to the wall thickness of the product. The thicker the product, the larger the defect will be, and the thinner the product, the smaller the defect will be.
Material supply method: Clean the equipment before flaw detection
Recording method: The touch screen can display the total length of the inspection Acceptance standard: Refer to GBT7735-2016
Defective part marking method: Can be marked and painted, or destructive, and shutdown and other treatment methods
- Scope of application
Steel parts, aluminum parts, wires, plates, steel plates and other plates, steel pipes and other pipes, steel billets and various automotive parts, standard parts, bearing parts, forgings, steel castings, special-shaped steel, etc.
Instrument features:
- Single-channel through-type flaw detection host
- Frequency range: 1KHz-5MKHz
- Gain: 0-99db, step size is 0.1db
- Phase: 0-360 degrees, step size is 1 degree
- Mode: manual/automatic
- Automatic matching of multiple drives
- Multi-mode digital filtering: LP/HP/BP/BP-SSF
- Three types of alarms: large, medium and small (ABC) (set alarm boxes for different defect sizes)
- Adjustable radius of alarm area: 0-99, step size is 1.
- Multiple alarm settings for amplitude, line, circle and position
- Adjustable angle of alarm area: step size is 1°.
- Input and output expansion interface
- Electronic oscilloscope
- Power supply: 220V (-20% ~ +20%)
- Analog electronic balance
- NG signal output interface
- Expandable multi-channel (1-8)
- Flaw detection speed: ≤2000m/min
- Production mode
- A-scan input
- Record export real-time record monitoring(Memory Cardcan record he time of history recording not less than 1 month(24H/D)
- Flaw detection statistical data can be printed
- Chinese and English version (customizable)
- . Detection diagram
6.. Process flow description
- The detection equipment is equipped with a lifting platform, which is consistent with the height of the discharge roller of the on-site polishing machine.
- There are positioning guide rollers at the front and rear ends of the probe frame to maintain the straightness and concentricity of the wire and ensure the accuracy and interference of the detection.
- The position distribution of the mechanical pinch rollers should fully consider the arc of the head and tail of the steel belt and the strength and toughness of the material to prevent the inner hole of the through-type probe from being scratched and damaging the probe.
- The mechanical pinch rollers, three-cucumber centering device, and inner hole of the through-type probe are all made of soft materials and will not cause scratches on the surface of the steel belt.
- Alarm device: The equipment is equipped with an external sound and light alarm device, which can be opened or closed manually.
- Marking mechanism: The equipment is equipped with a defect inkjet/paint spraying marking mechanism and a corresponding adjustment bracket tooling. After the defect is found, it can automatically mark. In addition, a meter is used for marking, and the marking accuracy is not affected by the speed of the line.
- Specific detection diagram
- Equipment use environment conditions
- The machine is installed in a fixed place in the workshop for use.
- Ambient temperature -10℃~50℃
- Ambient relative humidity: not more than 85%
- Power supply: 220V (-20% ~ +20%)
- Equipment maintenance and care
- Operators can operate the machine after passing the training. Establish a sound use and maintenance system. Operators must operate according to the regulations. The system should be operated by designated personnel and designated machines.
- From the date of operation, the operator should check the equipment every day, and eliminate any abnormalities in time.
- During normal use of the equipment, regular maintenance should be performed to prevent the equipment from being stuck or slow for a long time.