





1000 Type Strip Oscillating Traverse Winder line


A.Raw material:
NO. | Name | Parameter |
1 | material | Cold roll strip , Stainless steel strip |
2 | Thickness | 0.2-2.0 mm |
3 | Width of strip | 6-26mm |
B.Finish product :
NO. | Name | Parameter |
1 | material | Cold roll strip , Stainless steel strip |
2 | Thickness | 0.2-2.0 mm |
3 | Transver strips with | Max : 400 MM |
4 | Outer diameter of coil | ≤Φ1000㎜ |
5 | Inner diameter of coil | Φ300-400㎜. 400-500 MM(with extra plate) |
6 | Max coi weight | 1000KG |
C.Equipment composition
No. | Name | Qty | Remark |
1 | Passive Decoiler | 1 set | |
2 | AutomaticLaser welding machine for strip | 1 set | 4.5KW(1500Wfor laser ) |
3 | 1000 type Transverse Recoiler | 1 set | 4.5KW |
D.Equipment parameters
No. | Name | parameters |
1 | Line Speed | 120 M/min |
2 | Power supply | 415V/50Hz/3Ph |
4 | Total Power | About 10.5 KW |
5 | Operator | 1 technician and 1-2 workers |
6 | Space | (W)8m× (D)4m |
7 | Direction | From to (The operator faces the machine , feeding sheet from) |
8 | Color | according customer favor |
E. Technical performance:
The whole is welded with high-quality steel plates to ensure quality and long-term use without deformation. The rewinding speed is controlled by pneumatic tension, and the tension is kept constant during the winding process; the coiling is adopted, and the linear guide and ball screw drive the rewinding system to move forward and backward to arrange the wire, ensuring that the wire is in a straight state during the overall rewinding process without damaging the wire.
1. Used for rewinding 1000 coils.
2. The transverse Recoiler adopts servo controller, programmable controller, and module, which are Delta products.
3. The thin strip belt adopts tension control servo motor speed mode for winding. The thick belt adopts servo motor torque mode for winding, and the thick belt does not pass through the upper and lower speed regulating tension wheels on the left side of the main machine.
F. Working environment requirements:
1. The ambient temperature is not higher than 40℃;
2. Voltage and fluctuation: 440V±10%;
3. Frequency: 50Hz±2%;
G. Brief description of Feature and functions:
1. 1000 tranverse recoiler :
NO. | Name | Specifications, parameters and indicators |
1 | Rewinder form:: | Expanding and shrinking mandrel, outer paper tube winding |
2 | Applicable specifications: (mm) | Maximum Outter diameter: φ1000 Inner winding Inner diameter: φ300-400 mm strip coil width length: 400mm match two set of extra plate for 500 mm ID ) |
3 | Mandrel center height | 800mm |
4 | Single rewinder’s bearing weight | 1000kg |
5 | Rewinder power | 4.5KW servo motor |
6 | rewind strip method | servo motor ball screw cable (PMI) |
7 | Rail for moving recoiler | Yintai 45 Linear Guide (PMI) |
8 | Tension range | 200N (Tension accuracy ±20%) |
9 | Operation method | 10-inch touch screen and button operation |
10 | Line speed | 0-120m/min |
11 | Meter Accuracy | <3‰ |
12 | Effective distance of cable traverse recoilding | 500mm |
The 1000 wire-receiving machine includes: a fixed base frame, a mobile frame, a wire arrangement mechanism, a transmission part, a wire drum expansion and contraction part, a wire pressing part, a speed control tension part, and an electric control cabinet.
Base frame and mobile frame: high-quality steel is selected, welded by CO2 gas shielded welding, and then processed after aging treatment. The mobile frame is installed on the linear guide rail on the low frame, and reciprocates through the ball screw connection transmission to complete the wire arrangement action, ensuring the stable and reliable performance of the whole machine after assembly.
The wire arrangement mechanism adopts PMI linear guide rails and ball screws to ensure the accuracy of wire arrangement. A servo motor is installed at one end to drive the mobile frame of the wire take-up and pay-off machine to reciprocate the wire arrangement work through the ball screw.
Transmission part The power is transmitted from the output of the 4.5kw servo motor to the reducer, the reducer is transmitted to the spindle, and finally the coupling disk at the front end of the spindle drives the wire take-up disk to rotate.
The expansion and contraction part of the wire reel is divided into 4 plates as a whole. The expansion and contraction adopts the connecting rod mechanism to expand and contract, and the expansion and contraction of the expansion and contraction part is controlled by the oil cylinder.
The wire pressing part adopts the ball screw pu guide wheel to pass the wire, and the wire arrangement guide wheel is a width-adjustable guide wheel with an adjustment range of 6-30. When the reel is used to take up the wire, the swing arm is located at the top, and the fixed adjustable guide wheel is used to arrange the wire.
The speed control tension part is located in the direction of winding and feeding, and the speed is adjusted by the loop guide wheel. The electronic ruler behind the guide wheel collects the position signal and feeds back to the winding motor for speed adjustment. It is only used when winding thin strips; when winding thick materials, the servo motor torque mode is used for winding without the speed control part.
2. AutomaticLaser welding machine for strip
No. | Name | Parameter |
1 | Maximum laser power: | 1500w |
2 | Machine power | 4.5kw |
3 | Cooling method | Fan |
4 | Welding gun movement | 16 ball screw with linear guide |
5 | Mobile power | 57 Stepper Motor |
6 | Method of pinch strip | Cylinder left and right tightened |
7 | Inlet and outlet rollers | 40PU coated roller |
The laser welding machine uses a well-known domestic brand, with a laser power of 1500w and a maximum stainless steel melting depth of 3.2mm; the clamping power uses 4 thin cylinders, which can tighten the required welding steel strips on the left and right sides respectively. The laser welding gun is installed on a 16-ball screw slide, and the moving speed of the welding gun can be adjusted by adjusting the speed of the stepper motor according to the thickness of the strip, thereby improving the welding quality of the steel strip.
3. Decoiler
The decoiler machine adopts hydraulic tensioning, with a load-bearing capacity of 1T and an expansion and contraction diameter of 300-500mm. The expansion and contraction are hydraulically controlled, and the magnetic powder brake controls the tension.
H.Electrical part
The servo drive and PLC method are used to achieve stepless speed regulation of the main drive servo motor and the speed regulation of the wire laying servo motor.
.Key equipment configuration:
Name | Producer |
Servo controller | Delta |
Programmable Controller PLC | Delta |
Human-machine interface (touch LCD screen) | Delta |
servo motor | Delta |
Reducer | joint venture |
Encoder | Omron |
Switch | Schneider/Chint |
cylinder | AirTAC |
I.Control method:
a. The strip transverse arrangement collects the encoder signal of the servo wire taking-up motor through the PLC to calculate, so that the wire arrangement mechanism keeps synchronization with the wire taking-up.
b. The speed of the wire is collected by driving the photoelectric encoder through the wire wheel to feedback to the PLC to achieve the accuracy of the meter and wire speed.
J. Strip/wire transver/oscillation recoiling technology:
After years of careful research, development, practice and summary by our company, an effective wire arrangement method has effectively solved the problem of wire advance or lag caused by wire stacking and reversing during the wire arrangement process, and the current position of the wire arrangement is displayed in real time to ensure the flatness of the wire arrangement.
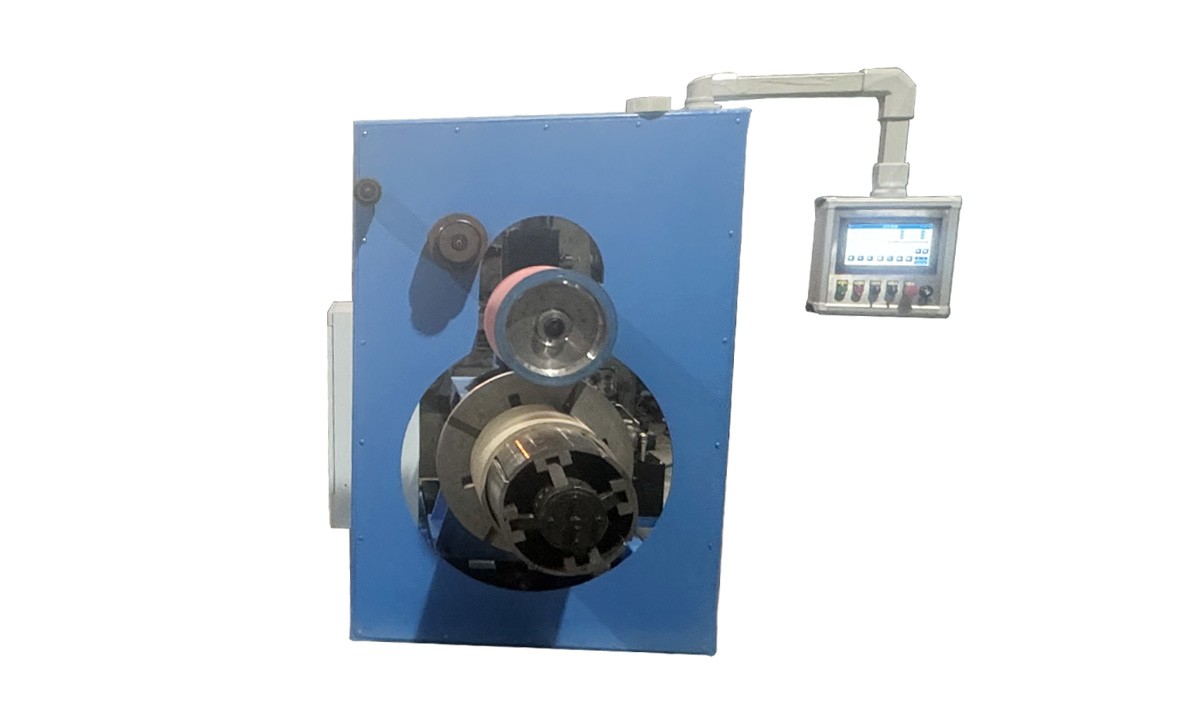
6.Single machine appearance schematic diagram:

1) Applicable to a wide variety of flat or round materials
2) Readily changeable from product to product
3) Repeatable results from package to package
4) Speed controlled for maximized wind consistency throughout the package
Although Progressive Machine Company offers several standard products, each is infinitely customizable as determined by customer need. Machine specifications are subject to change based on the individual requirements. Progressive Machine Company provides unique, application specific, solutions.
Contact: Mike Chen
Phone: +86-15815989367
Tel: +86-15815989367
Email: info@gmachinery.cn
Add: Add 1:Pengkang 5G Technology Park, Lunjiao Street, Shunde District, Foshan City, Guangdong Province /Add 2:6-No.1 West end of pingshengshenglong industrial park ,Pingzhou of guicheng street,nanhai district, Foshan city ,Guangdong province of China



